



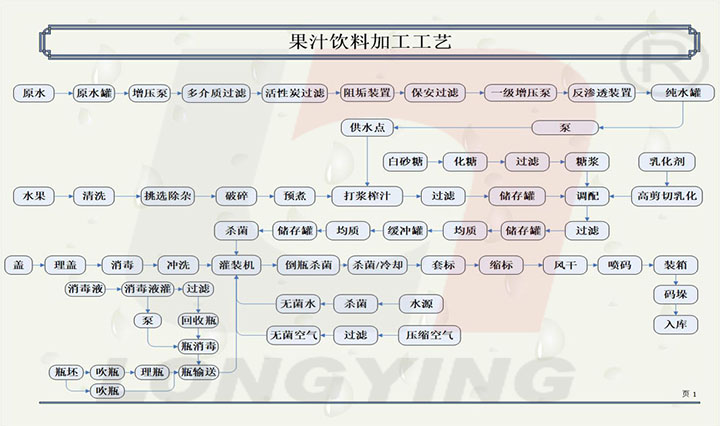
龙应果汁饮料生产线:以精湛工艺铸就天然风味,引领饮品品质升级
果汁饮料市场的竞争早已从 “价格战” 转向 “品质战”,消费者对天然、新鲜、营养的追求,倒逼生产企业在工艺上不断突破。龙应果汁饮料生产线凭借独创的低温冷榨、精准调配、无菌灌装等核心工艺,在保留水果天然风味与营养的同时,实现了规模化生产的高效与稳定,成为众多果汁品牌从田间到餐桌的品质守护者。
低温冷榨工艺:锁住水果第一口新鲜
果汁的风味与营养留存,从原料压榨环节就已注定。龙应生产线采用的低温冷榨工艺,颠覆了传统高温压榨对水果营养的破坏,让每一滴果汁都承载着水果的原生风味。
该工艺的核心在于 “低温” 与 “低压” 的精准控制。当新鲜水果进入压榨单元时,系统会将环境温度稳定在 4-6℃,通过螺旋式压榨辊以 0.3-0.5MPa 的低压进行缓慢挤压。这种温和的压榨方式能最大限度保留水果细胞的完整性,避免因高温(传统工艺常达 60℃以上)和高压导致的维生素 C、多酚等热敏性营养物质流失,以及美拉德反应引发的褐变。以鲜橙为例,采用龙应低温冷榨工艺生产的橙汁,维生素 C 保留率可达 92% 以上,而传统热榨工艺的保留率仅为 65%-70%,且冷榨橙汁的色泽更接近新鲜橙肉的自然橙黄,无焦糖化异味。
针对不同水果的特性,龙应生产线的压榨系统可智能调整参数。对于浆果类(如草莓、蓝莓),设备会自动切换为 “柔压模式”,通过硅胶材质的压榨组件减少果肉破碎,避免籽壳中的苦涩物质渗出;对于核果类(如芒果、桃子),则启动 “分级压榨”,先去除果核与硬壳,再对果肉进行针对性压榨,确保果汁纯净度。某 NFC(非浓缩还原)果汁品牌使用龙应生产线后,其草莓汁的风味物质(如酯类、醛类)保留量较之前提升了 35%,消费者盲测好评率从 78% 跃升至 94%。
多级净化与杀菌:平衡安全与口感的黄金法则
果汁饮料的保质期与安全性离不开有效的杀菌处理,但过度杀菌会严重破坏口感。龙应生产线通过 “净化 + 杀菌” 的组合工艺,在确保食品安全的同时,实现了 “杀菌不损味” 的突破。
净化环节采用三级过滤体系层层把关。首先通过振动筛去除水果残渣与粗纤维;接着进入超滤系统,以 0.1μm 的中空纤维膜截留悬浮颗粒与部分微生物;最后经纳米膜过滤(孔径 0.01μm)去除胶体物质与剩余杂质,使果汁的浊度控制在 0.5NTU 以下,既保证澄清度,又避免过度过滤导致的风味物质损失。某苹果汁生产企业引入该净化系统后,果汁的透光率提升了 20%,且保留了苹果特有的果香,解决了传统过滤工艺 “清则无味” 的难题。
杀菌环节的 “分段式协同杀菌” 技术堪称点睛之笔。龙应生产线摒弃了传统单一的高温灭菌(如 UHT 超高温瞬时灭菌),而是采用 “巴氏杀菌 + 紫外线 + 脉冲电场” 的组合方案。首先将果汁加热至 65-70℃保持 15 秒,杀灭大部分致病菌;随后进入紫外线杀菌通道,254nm 波长的紫外光以 30mJ/cm² 的剂量破坏微生物 DNA;最后通过脉冲电场(强度 30-40kV/cm,处理时间 50-100μs)进一步灭活残留的耐热菌。这种多手段协同的杀菌方式,既能将微生物总数控制在 10CFU/mL 以下,满足商业无菌要求,又比传统 UHT 工艺(135℃以上)减少了 80% 的热损伤,使果汁的新鲜度更接近现榨水平。
精准调配系统:风味一致性的幕后管家
果汁饮料的市场竞争力,很大程度上取决于不同批次产品的风味一致性。龙应生产线的智能调配系统,通过 “数据驱动 + 感官校准” 的双轨控制,让每一批果汁都保持稳定的黄金口感。
系统内置的近红外光谱分析仪是风味控制的 “火眼金睛”。它能在 3 秒内完成对果汁的实时检测,精准分析糖度(误差 ±0.1°Brix)、酸度(pH 值误差 ±0.02)、色泽(Lab * 值)等关键指标,并将数据传输至中央控制系统。当检测值偏离预设标准时,系统会自动启动调配单元:若糖度过低,定量泵会按比例注入浓缩果汁(非 NFC 产品)或天然果糖浆;若酸度过高,则添加预先制备的缓冲液(如柠檬酸钾溶液)进行中和。整个调配过程响应时间不超过 10 秒,确保每批次果汁的风味偏差控制在感官阈值以内(即消费者无法察觉差异)。
为应对原料波动(如不同季节水果的糖酸比变化),系统还具备 “风味自适应” 功能。通过积累至少 100 批次的生产数据,建立原料特性与调配参数的关联模型。当新批次水果的糖酸比与历史数据偏差超过 5% 时,系统会自动推荐调整方案,无需人工反复试错。某橙汁品牌依托该功能,成功解决了夏橙与冬橙风味差异导致的产品不稳定问题,全年产品风味一致性评分提升至 96 分(满分 100)。
无菌冷灌装:锁住新鲜的最后一道防线
灌装环节是果汁新鲜度的 “守门员”,龙应生产线的无菌冷灌装工艺,通过全程无菌环境的构建,让果汁在无需添加防腐剂的情况下,实现 6-12 个月的保质期。
该工艺的核心在于 “三位一体” 的无菌保障体系。首先是包装材料的无菌化处理,PET 瓶或纸盒在进入灌装区前,会经过双氧水喷淋(浓度 35%)与热空气(120℃)烘干的双重杀菌;其次是灌装环境的无菌控制,灌装间采用百级洁净度设计,通过层流净化系统持续过滤空气,确保浮游菌浓度≤1CFU/m³;最后是灌装设备本身的无菌性,所有与果汁接触的部件均采用 316L 不锈钢,每 4 小时自动进行蒸汽灭菌(132℃,30 分钟)。
灌装过程中的 “负压差灌装” 技术则避免了二次污染。设备通过在瓶内形成 - 0.02MPa 的负压,使果汁在压力差作用下自动流入瓶内,无需机械接触,灌装精度可达 ±1.5ml。灌装完成后,封盖装置会在 0.5 秒内完成无菌封合,整个过程从瓶无菌化到封盖仅需 8 秒,最大限度减少果汁与外界接触的时间。某热带水果汁品牌使用该灌装工艺后,在未添加防腐剂的情况下,产品保质期从原来的 3 个月延长至 9 个月,且开盖后的新鲜度与现榨果汁相比无明显差异。
柔性化生产:应对果汁市场的多元需求
果汁市场的细分趋势(如低糖、复合风味、功能型)要求生产线具备强大的柔性化能力。龙应生产线通过模块化设计与快速换产技术,让企业轻松应对多品类、小批量的生产需求。
设备的核心模块(如压榨、调配、灌装)均可独立更换或组合,支持从 200ml 小瓶装到 1.5L 家庭装的全规格生产,换产时仅需更换模具与调整参数,最快 15 分钟即可完成。某饮料企业利用这一特性,在同一条生产线上实现了橙汁(600ml)、苹果胡萝卜复合汁(330ml)、NFC 葡萄汁(1L)的交替生产,设备利用率从 65% 提升至 92%,年生产成本降低 180 万元。
针对新兴的功能型果汁(如添加益生菌、膳食纤维),龙应生产线配备了专属的 “精准添加” 模块。该模块通过微量计量泵(精度可达 0.1ml / 次)将功能成分按预设比例注入果汁,并通过静态混合器实现均匀分散。例如在添加活性益生菌时,系统会将混合温度严格控制在 37℃以下,确保益生菌存活率(出厂时活菌数≥10⁸CFU/100ml)。某品牌推出的 “果汁 + 益生菌” 产品,凭借龙应生产线的精准添加技术,在市场同类产品中脱颖而出,上市 3 个月即占据 12% 的市场份额。
案例见证:工艺升级带来的市场突围
龙应果汁饮料生产线的工艺优势,已在众多企业的实践中得到验证,成为品牌突围的关键助力。
某区域性果汁品牌曾因产品风味不稳定、保质期短(仅 30 天)陷入增长瓶颈。引入龙应生产线后,其核心产品 —— 鲜榨梨汁采用低温冷榨工艺,多酚保留量提升 40%,配合分段式杀菌与无菌灌装,保质期延长至 180 天。同时,智能调配系统确保了不同批次梨汁的糖酸比稳定在 14:1(消费者偏好的黄金比例),产品复购率从 23% 升至 41%,成功打入全国连锁超市。
一家初创 NFC 果汁企业,依托龙应生产线的柔性化优势,实现了 “小批量、多品类” 的精准生产。其产品线涵盖 12 种水果单品汁与 8 种复合汁,最小生产批量仅 5000 瓶,且换产成本低于行业平均水平的 60%。凭借快速响应市场趋势的能力,该品牌在一年内在小红书、抖音等平台积累了 50 万 + 粉丝,成为网红 NFC 果汁代表。
结语:以工艺创新定义果汁新标杆
在消费者对 “天然” 与 “健康” 的极致追求下,果汁饮料的生产工艺已成为品牌竞争力的核心载体。龙应果汁饮料生产线以低温冷榨锁住天然营养,以协同杀菌平衡安全与口感,以智能调配保障风味稳定,用每一个工艺细节诠释着 “匠心造汁” 的理念。
未来,随着植物基饮品、发酵果汁等新品类的崛起,龙应将持续深耕工艺创新,在原料预处理、功能成分保留、环保包装适配等领域突破升级,助力更多果汁品牌在健康饮品赛道上领跑,让消费者随时都能品尝到水果本真的新鲜与美味。
